
Rozdział pierwszy
Wprowadzenie produktów
Przełamując tradycyjną koncepcję projektowania i technikę produkcji, łączymy również cechy charakterystyczne dla rynku okrągłych ciętych tkanin, niezależnie opracowaliśmy naszą okrągłą maszynę dziewiarską.
Aplikacje:
Koc, dywan, polar koralowy, wysokie runo, tkanina sosnowa, kaszmir pawi, polar PV, kaszmir słomkowy i wszelkiego rodzaju materiały odzieżowe.
Dane techniczne:
Model: YF3012;YF3016;YF3020;YF3214;YF3218;YF3222;YF3418;YF3420;YF3422;YF3620;YF3622;YF3822;YF3824;YF3826;YF3828;YF4022;YF4026;YF4030;YF4428;YF4432
Średnica cylindra: 30-38 cali
Wskaźnik igły: 14G-32G
Podajnik: 12F-32F
RPM: 1-23r/min
Moc: 4kw, 5,5kw
Wysokość stosu: 4-25, 25-50mm
Rozdział drugi
Rozładunek i instalacja
Rozładunek ramy głównej
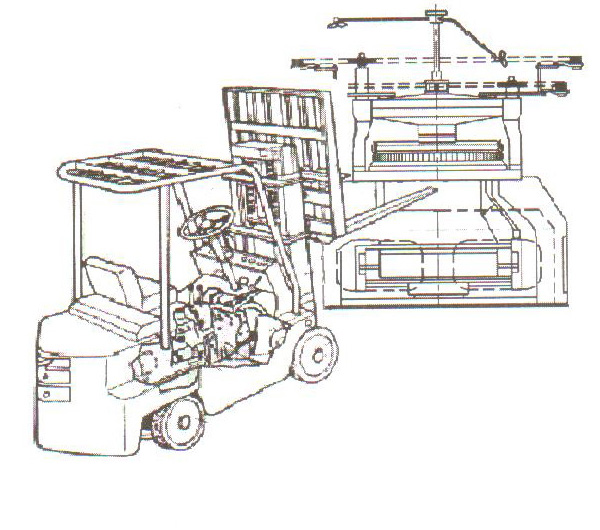
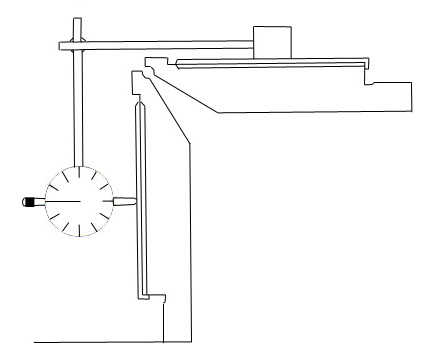
Użyj więcej niż 5 ton wózka widłowego, aby rozładować ramę, metoda jak pokazano na rysunku 1-1, przeczytajinstrukcje poniżej:
1. Przed rozładunkiem przesuń układ przekładni ręką, aby nawijarka tkaniny była równoległa do głównej stopy (zwykle maszyny były w tym stanie przed dostawą).
2. Powoli załaduj ramię wózka widłowego między dwie pary stóp i podnieś pionowo od dołu (uwaga: umieść kawałek drewna między ramieniem a maszyną, aby uniknąć uszkodzenia z powodu poślizgu maszyny podczas rozładunku)
3. Podczas rozładunku należy trzymać maszynę około 30-50 cm nad ziemią, nie wolno jeździć po wyboistej drodze, nie wolno się nagle zatrzymywać ani poruszać, a także ostrożnie zapalać i opuszczać.
4. Jeśli maszyna nie została dostarczona do fabryki klienta, należy ją umieścić w suchym i czystym miejscu, aby uniknąć uszkodzenia i korozji, aby uniknąć normalnej użyteczności maszyny.
Pozycja i instalacja maszyny:
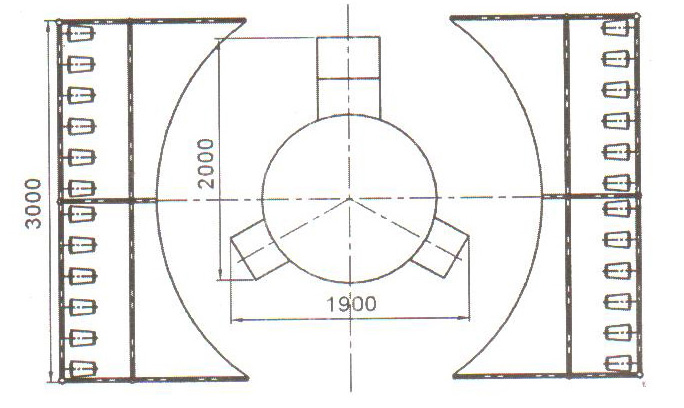
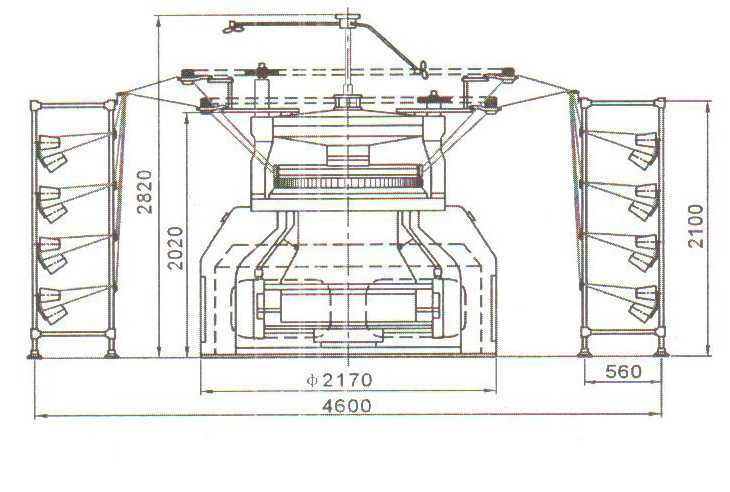
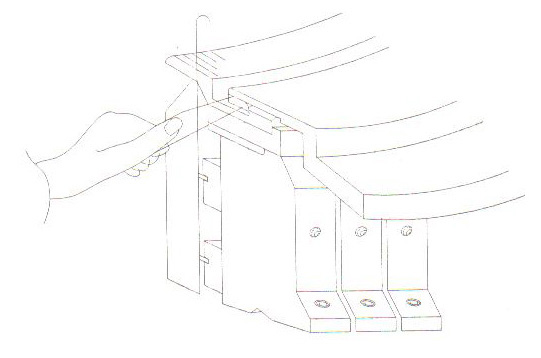
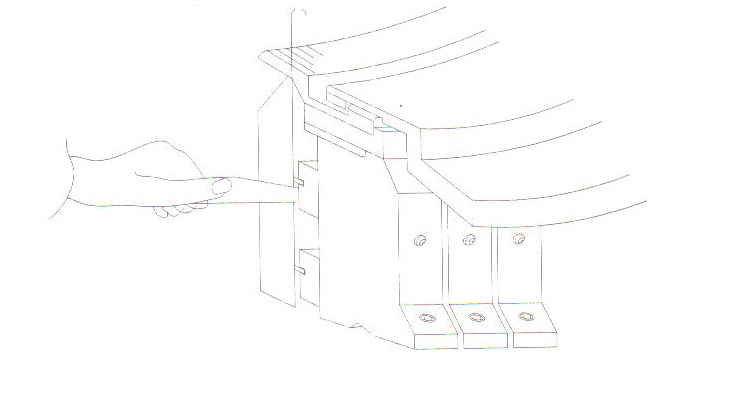
1. Przed ustaleniem pozycji zmierz pozycję ramy i kosza, aby zapewnić pozycję instalacji, zgodnie z rozmiarem na rysunku 1-2
2. Po ustaleniu pozycji użyj gradientera, aby ostrożnie wyrównać powierzchnię maszyny (można wyregulować śrubę stopy głównej i imadła, aby zapewnić błąd boczny nie większy niż 5mm)
Lokalizacja i połączenie creel
1. Potwierdź pozycję kosza zgodnie z rozmiarem na rysunku 1-2.
2. Podłącz kolumnę cylindryczną i jej pawęż i ustaw ramę kosza
3. Zamontuj cztery grubsze aluminiowe paski z tyłu kosza (aby zainstalować prowadnicę rury przędzy), a pozostałe cztery cieńsze należy zainstalować przed koszem (aby zainstalować urządzenie dociskowe)
4. Wysokość pasków aluminiowych podających przędzę powinna być wyższa niż aluminium dociskowego, więc podczas dziania podawanie przędzy będzie gładkie, nie będzie łatwo pękać.
5. Zamontuj urządzenie dociskowe na przednich paskach aluminiowych, zainstaluj prowadnicę rurki przędzy na tylnych paskach aluminiowych.Zachowaj jednakową odległość, aby uniknąć podawania przędzy.
Kombinacja wysyłania przędzy
1. Zainstaluj i dostosuj transformatory i kolumny podające przędzę;
2. Zainstaluj okrągłą ramę w górę, urządzenie do przechowywania przędzy i przewody zasilające automatycznego urządzenia zatrzymującego.
3. Zainstalować dolną okrągłą ramę, urządzenie do przechowywania przędzy w dół i przewody zasilające automatycznego urządzenia zatrzymującego.
4. Zamontuj górny i dolny pas transmisyjny.
5. Zamontuj odpylacz górny i dolny, zwróć uwagę, aby wyregulować położenie wentylatora.
6. Dostosuj aluminiową płytkę z przędzy
7. Podłącz zasilanie urządzenia automatycznego zatrzymania.
Rozdział trzeci
Standard techniczny i podstawowe dostosowanie
Wszystkie nasze maszyny przechodzą ścisłe prace wtryskowe, regulacyjne i uruchomieniowe przed dostawą (cała maszyna powinna pracować dłużej niż 48 godzin)
Normy techniczne
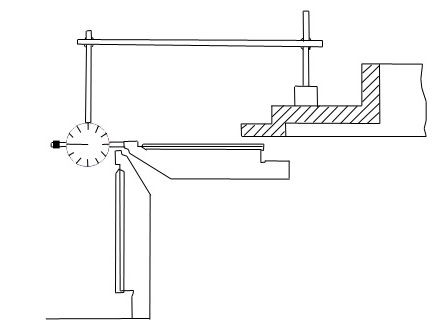
1. Własna płaszczyzna tarczy igły w górę
Standard ≤0,05 cm
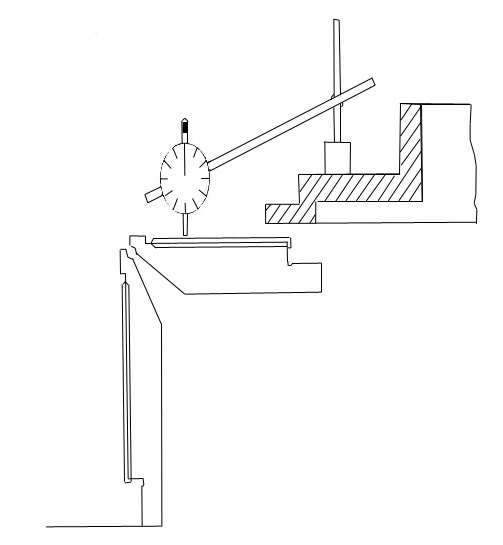
2. Własna okrągłość tarczy igły w górę
Standard ≤0,05 cm
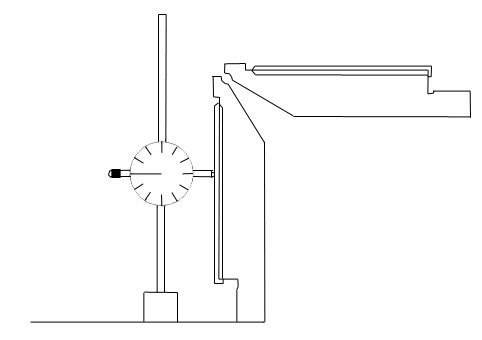
3. Własna okrągłość dolnego bębna igłowego
Standard ≤0,05 cm
4. Własna płaszczyzna dolnego bębna igłowego
Standard ≤0,05 cm
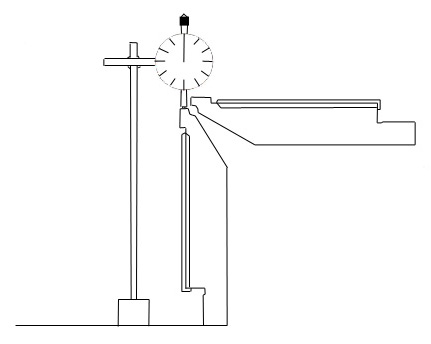
5. Ta sama płaszczyzna pokrętła un igłowego i dolnego bębna igłowego
Standard ≤0,05 cm
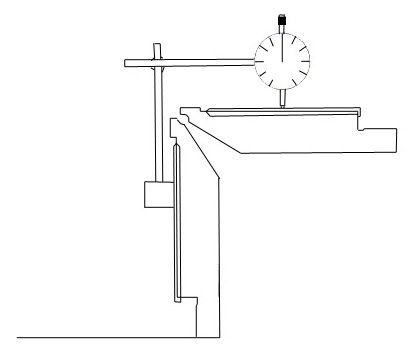
6. Ta sama okrągłość górnego pokrętła igłowego i dolnego bębna igłowego
Standard ≤0,05 cm
7. Przestrzeń między górnymi krzywkami a bębnem igłowym
0,15 mm-0,25 mm
8. Przestrzeń między dolnymi krzywkami a bębnem igłowym
0,15 mm-0,25 m
Podstawowa regulacja
Zwykle nasza maszyna przechodzi ścisły wtrysk przed dostawą, ale aby zapewnić Ci większe bezpieczeństwo, sprawdź i wyreguluj przed użyciem.
1.Sprawdź napęd silnika
Podłącz zasilanie i sprawdź kierunek jazdy silnika, jeśli kierunek jest inny niż na etykiecie na silniku, natychmiast zmień okablowanie silnika (wymień dwie z trzech faz zacisku silnika).
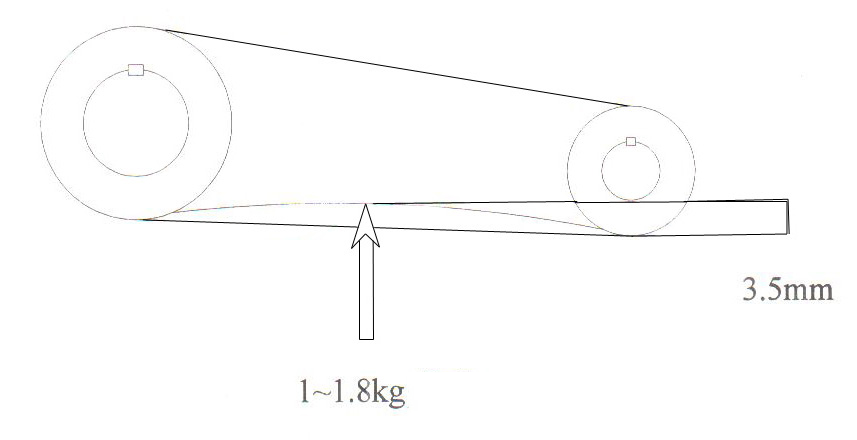
2.Sprawdź i wyreguluj pasek napędowy silnika
Przed rozpoczęciem pracy sprawdź napięcie paska napędowego silnika.Uzyskaj siłę 1-1,8 kg na środku paska, spraw, aby liniowe odkształcenie paska było mniejsze niż 3,5 mm, dostosuj je, aż spełni wymagania.Metoda regulacji: poluzuj śrubę blokującą podstawę silnika, wyreguluj jedwabny kapelusz regulujący napięcie silnika, aż napięcie spełni wymagania i dokręć śrubę.
Uwaga: przez pierwsze trzy dni sprawdzaj ponownie raz, a później co trzy miesiące.
3. Regulacja systemu nadmuchu
Wentylator układu nadmuchowego należy odpowiednio wyregulować, aż wentylator znajdzie się w najlepszej pozycji.Więc kiedy zasilanie jest włączone, wentylator może dmuchać w każdy zakątek podawanej przędzy.
4. Regulacja systemu transmisji przędzy
(1) Mikroregulacja aluminiowej płyty zasilającej przędzę.
Zmień średnicę płyty aluminiowej zasilającej przędzę, zmieni się przełożenie transmisji, a ilość podawania przędzy zostanie zmieniona.Metody są poniżej:
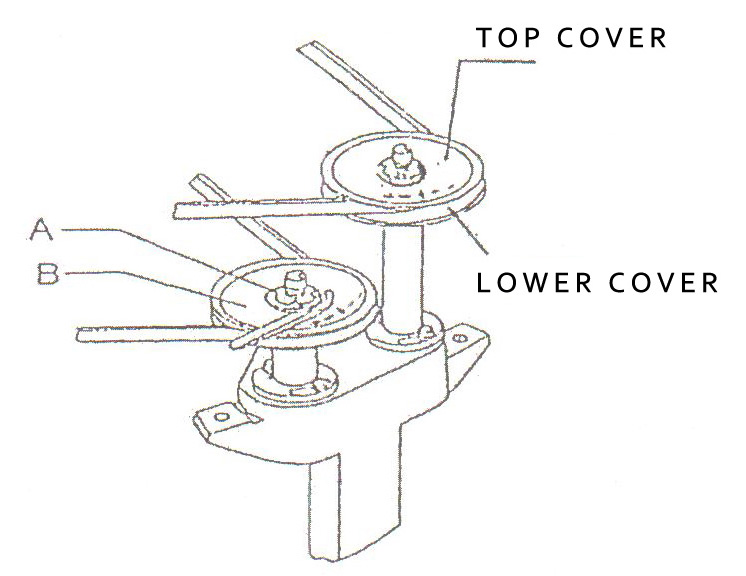
①Najpierw użyj klucza, aby poluzować okrągłą nakrętkę A na górze aluminiowej płyty zasilającej przędzę.
②Obróć pokrywę w kierunku „+”, 12 suwaków wewnątrz płytki rozszerzy się na zewnątrz, aby zwiększyć średnicę koła i zwiększyć ilość podawanej przędzy.I odwrotnie, obróć do „-”, ilość podawanej przędzy zmniejszy się.Podczas obracania trzymaj się równolegle, w przeciwnym razie suwaki mogą wypaść z gniazda.
③Zakres średnic płyty aluminiowej zasilającej przędzę wyniesie: 70-202 mm
④Po wyregulowaniu płytki, ponownie dokręć okrągłą nakrętkę.
(2) Regulacja naciągu pasa transmisyjnego podającego przędzę
Jeśli pas jest zbyt luźny, urządzenie magazynujące przędzę będzie się ślizgać i stagnować, co wpłynie na podawanie przędzy.Dlatego przed uruchomieniem najlepiej wyreguluj transmisję podawania przędzy, jak poniżej:
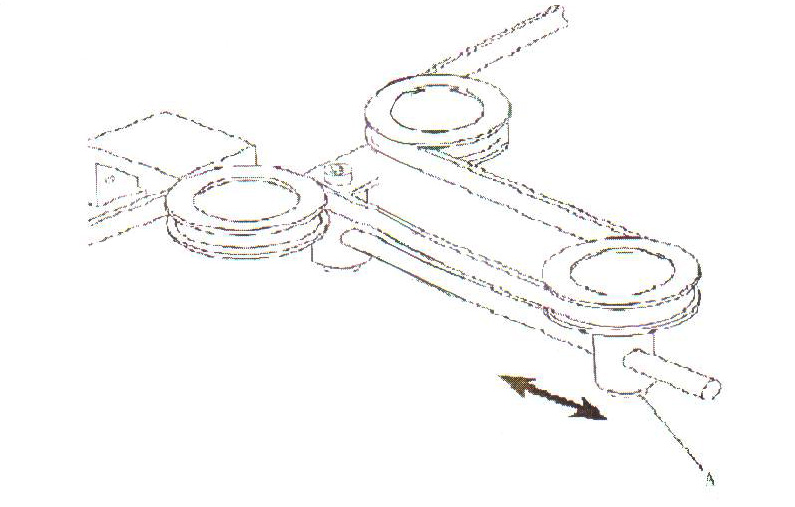
①odkręć śrubę A
②Pociągnij kółko przewijania na zewnątrz wzdłuż suwaka, upewnij się, że naprężenie paska na urządzeniu do przechowywania przędzy jest takie samo.
③zablokuj śrubę A
1.sprawdź smarowanie smarem
Sprawdź smarowanie każdej części układu przeniesienia napędu i układu toczenia tkaniny, jeśli występują jakieś nienormalne warunki, w odpowiednim czasie dodaj smar
Rozdział czwarty
Normalne problemy podczas robienia na drutach
Otwór
·Główne spowodowane szorstką przędzą
·Z powodu złej jakości lub zbyt wysuszonej przędzy
· Niewłaściwa pozycja ust podających przędzę
·Naprężenie przędzy jest zbyt duże lub naprężenie w zwoju jest zbyt duże
·Gęstość cewki jest zbyt wysoka
· Kółko do robienia na drutach jest za długie, a tkanina za cienka
Brakująca igła
· Niewłaściwa pozycja ust podających przędzę
·Naprężenie przędzy jest zbyt małe
·Kółko do robienia na drutach jest za długie
· Niewłaściwy otwór do karmienia w korycie przędzy
· Usta podające przędzę powierzchniową są zbyt wysokie
Zjawisko Tuck
·Naprężenie w zwoju jest za małe
·Gęstość tkaniny jest zbyt wysoka
·Język igły jest uszkodzony
Uszkodzenie języka igły
· Pozycja karmienia ust jest zbyt wysoka, za przód lub za tył, zwróć uwagę, czy przędza weszła do ust do karmienia.
Kolizja igły
·Brak oleju lub niewłaściwe użycie
·Jakość przędzy jest zbyt porów lub koło jest nieodpowiednie dla miernika
·Prędkość jest zbyt duża lub gęstość tkaniny jest zbyt duża
· Spowodowane przez uszkodzony bęben igłowy, tarczę igły lub krzywkę
· Oryginały dziewiarskie nie są gładkie, nie są wystarczająco czyste
· Luka między górną tarczą do robienia na drutach a bębnem była nieprawidłowa
Paski
·Niewłaściwa regulacja napięcia powierzchniowej przędzy
·Jakość przędzy jest inna
·Niewłaściwa regulacja położenia koła wełny dociskowej
·Niewłaściwa regulacja naciągu dolnej przędzy
Bar
·Nóż nie jest ostry
·Za dużo kurzu w nożu, a hak noża jest za ciasny
·Brak oleju, ilość oleju jest za mała
Rozdział piąty
Konserwacja
Wysoka prędkość i precyzja nowoczesnych maszyn dziewiarskich wymaga wysokich wymagań konserwacyjnych, dlatego nasza firma poważnie podsumowała niektóre metody konserwacji codziennej pracy, mając nadzieję, że klienci mogą skorzystać z sugestii, aby maszyna działała w jak najlepszym stanie
Pierwsze użytkowanie i konserwacja maszyny
1. Gdy maszyna zakończy instalację i rozpocznie produkcję, prędkość nie może być zbyt duża, w ciągu pierwszego tygodnia 20 godzin dziennie), utrzymuj prędkość w granicach 10 obr/min.po tygodniu stopniowo dostosuj prędkość do normy
2. Pierwszy miesiąc należy do okresu docierania, miesiąc później wymień olej maszynowy w Graalu maszynowym i zmieniaj co trzy miesiące
3. Utrzymuj olej maszynowy 1/2-2/3 poziomicy oleju, dostarczaj na czas, gdy brakuje oleju, aby uniknąć uszkodzenia płyty ściernej i spowodować zablokowanie maszyny
Codzienna konserwacja
1. Oczyść kurz przymocowany do bębna przędzy i powierzchni maszyny podczas każdej zmiany, aby utrzymać część dziewiarską i urządzenie dozujące w czystości
2.Sprawdź automatyczne urządzenie zatrzymujące i urządzenie zabezpieczające podczas każdej zmiany, jeśli wystąpią jakiekolwiek nieprawidłowości, napraw je lub wymień natychmiast.
3. Sprawdź urządzenie podające przędzę na każdej zmianie, jeśli wystąpią jakiekolwiek nieprawidłowości, natychmiast je wyreguluj
4. Sprawdź lustro oleju maszyny i rurkę poziomu oleju cysterny
Cotygodniowa konserwacja
1. Wyczyść aluminiową płytę prędkości podawania przędzy i wyczyść stos kurzu w płycie
2. Sprawdź, czy napięcie paska transmisji jest normalne, a transmisja jest stabilna
3. Sprawdź obrót maszyny do zwijania tkaniny
Comiesięczna konserwacja
1. Usuń wszystkie cambox, aby wyczyścić kurz;
2. Oczyść wentylator usuwania kurzu i sprawdź, czy kierunek wiatru jest prawidłowy.
3. Oczyść kurz ze wszystkich akcesoriów elektrycznych
4. Sprawdź działanie wszystkich akcesoriów elektrycznych, w tym automatycznego systemu zatrzymania, systemu alarmowego, systemu sprawdzania)
Konserwacja półroczna
1. Wyczyść całą tarczę igłową i igłę, sprawdź wszystkie igły, jeśli są jakieś uszkodzenia, natychmiast zmień
2. Wyczyść maszynę do natryskiwania oleju i sprawdź, czy olej nie jest zablokowany
3. Wyczyść i sprawdź urządzenie do przechowywania przędzy
4. Oczyść kurz i olej z silnika i układu przeniesienia napędu
5. Sprawdź, czy zbiórka zużytego oleju jest drożna
Coroczna konserwacja
1. Komponenty dziewiarskie są sercem maszyny dziewiarskiej, są bezpośrednim zapewnieniem jakości tkaniny, o, bardzo ważne jest utrzymanie komponentów dziewiarskich
2. Oczyść rowek igły, aby uniknąć kurzu w dzianinie.metoda: wymień przędzę na przędzę niskiej jakości lub odpadową, otwórz maszynę z dużą prędkością i wstrzyknij dużą ilość oleju przez cylinder, pracuj podczas tankowania, aż olej odpadowy całkowicie wypłynie z rowka.
3. Sprawdź, czy jakakolwiek igła nie jest uszkodzona, jeśli tak, natychmiast ją wymień;jeśli jakość tkaniny jest zbyt zła, należy rozważyć, czy wszystkie aktualizacje.
4. Sprawdź, czy rowek cylindra znajduje się w tej samej odległości (lub sprawdź, czy powierzchnia tkaniny ma paski), czy ścianka rowka igły jest szczelna.
5. Sprawdź stan zużycia krzywek i sprawdź, czy pozycja instalacji jest właściwa, a śruby są dokręcone
6.Sprawdź i popraw każdą pozycję ust podawania przędzy, jeśli jest jakieś uszkodzenie, natychmiast zmień.
7. Sprawdź pozycję instalacji każdej krzywki zwężającej, aby upewnić się, że długość każdej tkaniny jest taka sama
Sposób smarowania, olej i smarowanie
1. Sposób smarowania i olej
(1) Codziennie sprawdzaj maszynę do zwijania tarczy i tkaniny, jeśli olej jest mniejszy niż 2/3, dodaj olej.Użyj oleju maszynowego N10#-N32#.Przy półrocznej konserwacji, jeśli jest jakiś pył olejowy, natychmiast wymień.
(2) Sprawdzaj koło zębate podstawy cylindra co miesiąc, dodaj smar, użyj smaru litowego nr 3
(3) Przy konserwacji co pół roku sprawdź każde łożysko przekładni, dodaj smar, użyj smaru litowego nr 3.
(4) Całe smarowanie elementów dziewiarskich musi wykorzystywać olej dziewiarski (w tym olej do maszyn wtryskowych), taki jak olej do maszyn dziewiarskich o dużej prędkości obrotowej w Anglii.
2.Smarowanie
Dobrze znać rodzaj oleju i czas smarowania poszczególnych elementów, aby upewnić się, że cała maszyna może być smarowana w ustalonym czasie za pomocą ustawionego oleju i ustawionej dawki.
Przestój i względy uszczelnione
Konserwację i pielęgnację maszyny należy przeprowadzać zgodnie z procedurami konserwacji półrocznej, najpierw dodać olej smarujący w częściach dziewiarskich, następnie połączyć olej antykorozyjny na igle dziewiarską, na końcu przykryć maszynę brezentem, który nasączony był olejem igłowym i uszczelniony na sucho i czysto miejsce.
Magazynowanie akcesoriów do maszyn i części zamiennych
Dla części używanych i szybko zużywających się normalna rezerwa jest ważną gwarancją ciągłości produkcji.Miejsce przechowywania powinno być chłodne, suche io małej różnicy temperatur, konieczna jest również regularna kontrola.
Sposób przechowywania jest następujący:
1. Przechowywanie igły cylindra i pokrętła igły
Najpierw wyczyść igłę cylindra, a następnie włóż ją do drewnianej skrzynki, w której był nasączony olej maszynowy, i zawiń ją w oleistą tkaninę, aby uniknąć uderzeń i deformacji.Używając sprężonego powietrza, usuń olej maszynowy z wnętrza igły cylindra, a następnie dodaj olej igłowy.
2. Przechowywanie krzywek
Posortuj krzywki i odłóż do magazynu, który miał miejsce w pudełku i dodaj olej antykorozyjny, aby uniknąć rdzy.
3. Przechowywanie igły dziewiarskiej
(1) Nowa igła dziewiarska powinna być umieszczona w oryginalnym opakowaniu i nie usuwać uszczelki.
(2) Stara igła do robienia na drutach musi być czysta, sprawdzić, wybrać uszkodzone, sklasyfikować je i przechowywać z olejem do igieł, aby uniknąć rdzy.
Konserwacja części elektrycznych
1. Znaczenie konserwacji
Obwód maszyny dziewiarskiej zawiera precyzyjny element elektroniczny — — falownik.W zastosowaniach praktycznych, ze względu na temperaturę otoczenia, wilgotność, wibracje, kurz, korozyjne gazy i inne czynniki środowiskowe, niezawodność i żywotność falownika będą miały negatywny wpływ.Prawidłowo konserwowany nie tylko zapewni niezawodność, ale także przedłuży żywotność i zmniejszy straty produkcyjne spowodowane okazjonalnymi awariami.Dlatego konieczna jest regularna konserwacja falownika i obwodów peryferyjnych.
2. Sprawdzenie falownika i obwodów peryferyjnych
W przypadku działającego falownika roboczego i obwodów sterujących zwykle należy wykonać następujące kontrole:
(1) Temperatura otoczenia: Normalna ogólnie - zakres 10 ℃ ~ + 40 ℃, przy 25 ℃ lub więcej.
(2) napięcie wejściowe falownika: normalny zakres wynosi 380 V ± 10%.
(3) Regularne czyszczenie w dół, kurz w skrzynce sterowniczej w celu utrzymania wewnętrznej czystości skrzynki elektrycznej, sugerowało czyszczenie raz dziennie po zmianie zmiany.
(4) olej przyspieszy starzenie się przewodów, jeśli skrzynka elektryczna przypadkowo dostanie się do oleju, wyczyści się na czas.
(5) Regularnie sprawdzaj wentylator wyciągowy skrzynki elektrycznej, jeśli jest uszkodzony, należy go wymienić na czas, aby upewnić się, że wewnętrzna temperatura skrzynki elektrycznej nie jest zbyt wysoka.
3.Regularna kontrola
Korzystając z rocznego czasu przeglądu sprzętu i skoncentruj się na kontroli wewnętrznego bitu falownika.
(1) Podczas regularnej konserwacji należy odciąć zasilanie przed rozpoczęciem pracy, aż wskaźnik zasilania szyny DC falownika zgaśnie, zwykle dłużej niż jedną minutę (większa pojemność falownika, tym dłuższy czas oczekiwania), a następnie przeprowadzić operacja.
(2) Zdemontuj zewnętrzną pokrywę falownika, odkurzając płytkę drukowaną falownika i wewnętrzne moduły IGBT, zaciski wejściowe i wyjściowe oraz inne części.Użyj bawełnianej szmatki ze specjalnymi środkami czyszczącymi, aby usunąć brudne miejsca na płytce drukowanej.
(3) Sprawdź wewnętrzną izolację przewodu ołowiowego falownika pod kątem korozji lub zepsutych śladów, po znalezieniu należy ją niezwłocznie naprawić lub wymienić.
(4) Ze względu na wibracje, zmiany temperatury i inne efekty, niektóre elementy zaciskowe falownika, takie jak śruba, zawsze stają się elastyczne, należy ponownie dokręcić całą śrubę.
(5) Sprawdź i sprawdź, czy dławiki wejściowe i wyjściowe, transformatory itp. nie przegrzewają się, nie przeciekają, nie mają wadliwej izolacji, nie zmieniają koloru i nie są spalone lub mają zapach.
(6) Sprawdź, czy pojemność pośredniego obwodu prądu stałego filtrującego kondensator elektrolityczny i wydajność rozładowania jest dobra, czy wygląd ma pęknięcia, wycieki, obrzęki itp., żywotność kondensatora filtra wynosi 5 lat, najdłuższy okres badania wynosi jeden rok , a po pięciu latach proszę go wymienić.
(7) Sprawdź, czy praca wentylatora chłodzącego jest w dobrym stanie, jeśli stwierdzisz nienormalny hałas, nienormalne wibracje należy natychmiast wymienić.W przeciwnym razie falownik przegrzeje się i wpłynie na żywotność falownika.Cykl wymiany wentylatora wynosi z reguły 2-3 lata.
(8)Sprawdź, czy rezystancja izolacji falownika jest w normalnym zakresie (wszystkie zaciski i zacisk uziemiający). Pamiętaj, że nie możesz używać megametru do pomiaru płytki drukowanej, w przeciwnym razie uszkodzi to elementy elektroniczne płytki drukowanej.
(9) Odłączyć kabel zacisku falownika R, S, T od strony zasilania, odłączyć kabel zacisku falownika U, V, W od strony silnika, zmierzyć izolację między każdym przewodem fazowym kabla i zabezpieczyć uziemienie za pomocą megametra, czy spełniać wymagania, w normalnych warunkach powinna być większa niż 1MΩ.
(10) Przed uruchomieniem falownika po zakończeniu konserwacji, falownik powinien być obciążony silnikiem na biegu jałowym i uruchomić testowo przez kilka minut, potwierdzając kierunek obrotów silnika.
Czas publikacji: 20 kwietnia-2022